PROJECT FACTS
|
Vessel: |
M/V CONTSHIP AIR |
|
Engine: |
MAN B&W 7L 58/64 (9730kW) |
|
IMO: |
9364356 |
|
TEU: |
1100 |
|
D/D Location: |
Corpus Christi, Texas, USA |
|
Main bearing pocket standard diameter: |
Ø460,00 mm |
Damage / problem encountered:
I.PANTACHOS- A. VENTOURIS S.A. received an enquiry from Contships Management Inc. to perform in-situ machining repair of the 9 Main bearing pockets.
More specifically, the prime mover had suffered a casualty that damaged one of the engine’s main journals and damaged one of the bearing pockets.
While line boring and in-situ machining are quite often occurrences for our Firm, the large bore diameter of Ø460mm on the MAN B&W 7L 58/64 engine made the job more challenging.
Our company quickly responded to the enquiry, discussed the job’s scope and repair procedures with the Company’s technical representative and was promptly awarded the job.
We immediately started the preparations, fabrications and modifications needed to carry out the requested repairs.
Rectification process followed:
The following repair procedure of 9 main bearing pockets took place in only 8 days:
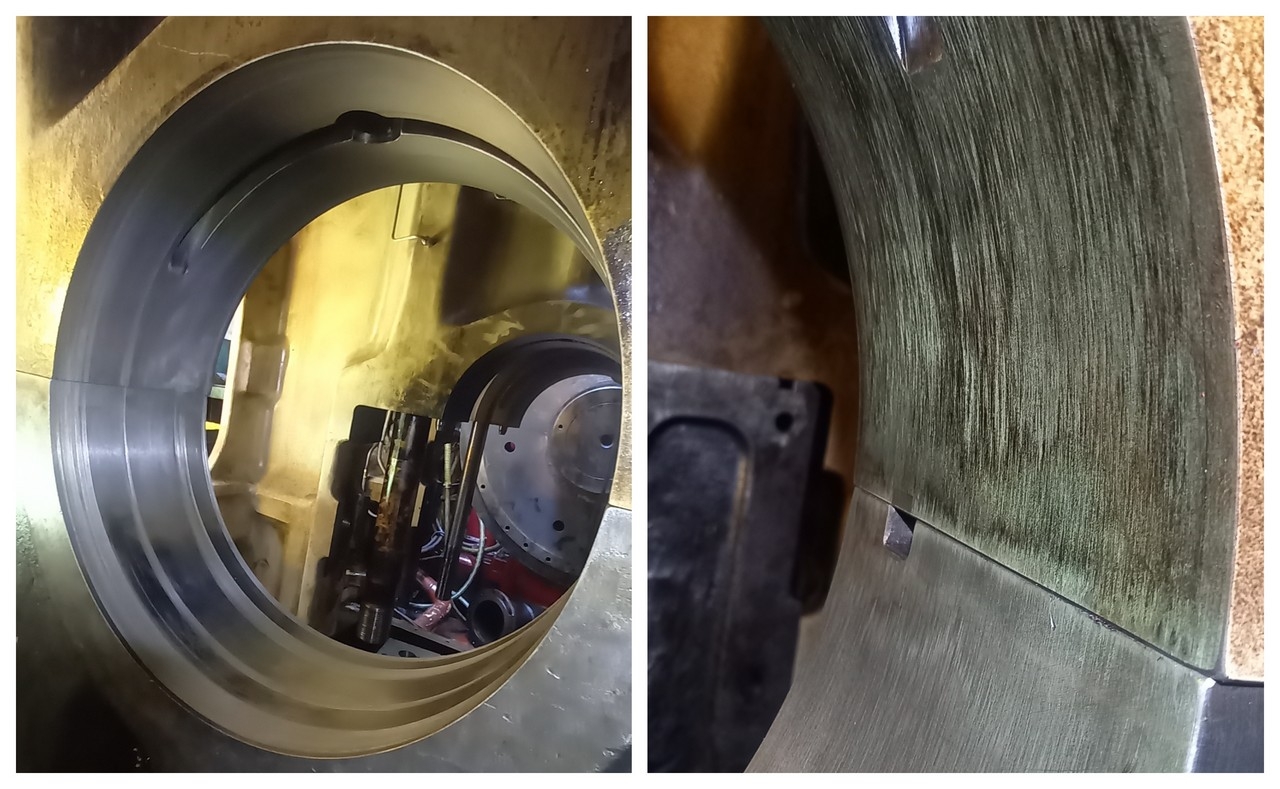
• Preliminary line bore laser alignment measurements of the main bearing pockets in order to assess their straightness condition.
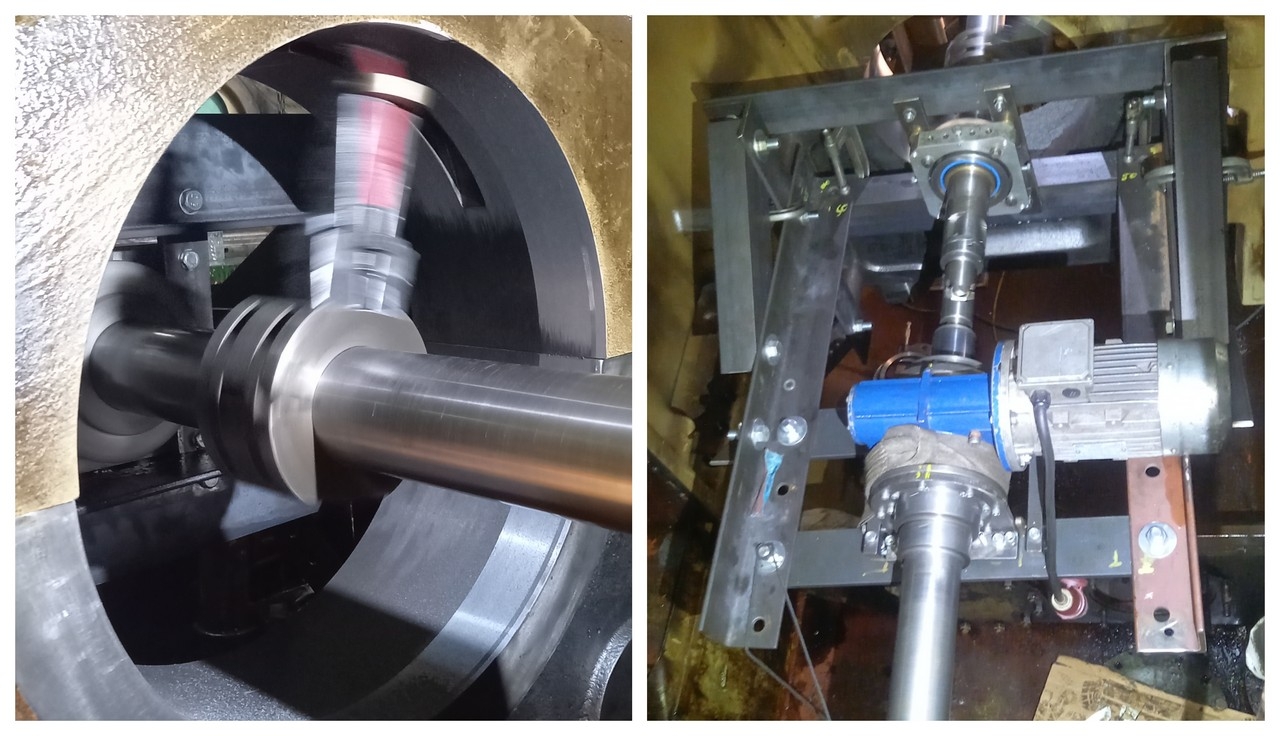
• Set up of boring bar assembly- compartments and alignment with the use of laser equipment.
• In-situ line boring of main bearing pockets to engine maker tolerance.
• Final line bore laser alignment measurements of main bearing pockets after line boring.
• In-situ honing of main bearing pockets for 0,01mm accuracy.
• Calibration check of machined pockets diameter.
*M/E bearing caps installation as well as bearing caps & foundation bolts tightening process had been carried out by external contractor of the Company, prior to our job initiation.
All the above-mentioned machining procedures were completed successfully owing to:
• The high technical expertise & know- how of our Service Engineers,
• the use of special, custom designed and engineered boring machine & compartments,
• the alignment of our boring bar assembly with the aid of state-of-the-art laser alignment equipment and
• the use special carbide cutting tools and in-situ honing equipment.