PROJECT FACTS
|
Vessel: |
M/T SEACROSS |
|
Engine: |
HYUNDAI B&W 6S70MC-C (25,320 HP) |
|
Tonnage: |
163,000 dwt |
|
Location: |
Talos S/Y, Elefsis, Greece |
|
Fwd stern tube inside Dia X L (2 steps) [mm]: |
Ø820 x Ø818 x 600L |
|
Fwd stern tube inside Dia X L (3 steps) [mm]: |
Ø820 x Ø818 x Ø816 x 1450L |
|
Reamer bolts holes M/E side [mm] |
Ø 105 (12 pcs) |
|
Reamer bolts holes propeller side [mm] |
Ø 105 (12 pcs) |
|
Intermediate shaft Dia X L [mm] |
Ø 580 X 8,000 |
|
Propeller shaft Dia X L [mm] |
Ø 700 X 8,140 |
Damage / problem encountered:
I.PANTACHOS- A. VENTOURIS S.A. received an enquiry from Thenamaris shiping Company to perform several in-situ machining repairs related to vessel’s shafting arrangement.
More specifically, the aft S/T bush bearing suffered from rapid temperature increase that led to the severe dettachment of the white metal area.
Our company quickly responded to the enquiry, discussed the job’s scope and repair procedures with the Company’s technical representative and was promptly awarded the job.
We immediately started the preparations and modifications needed to carry out the requested repairs.
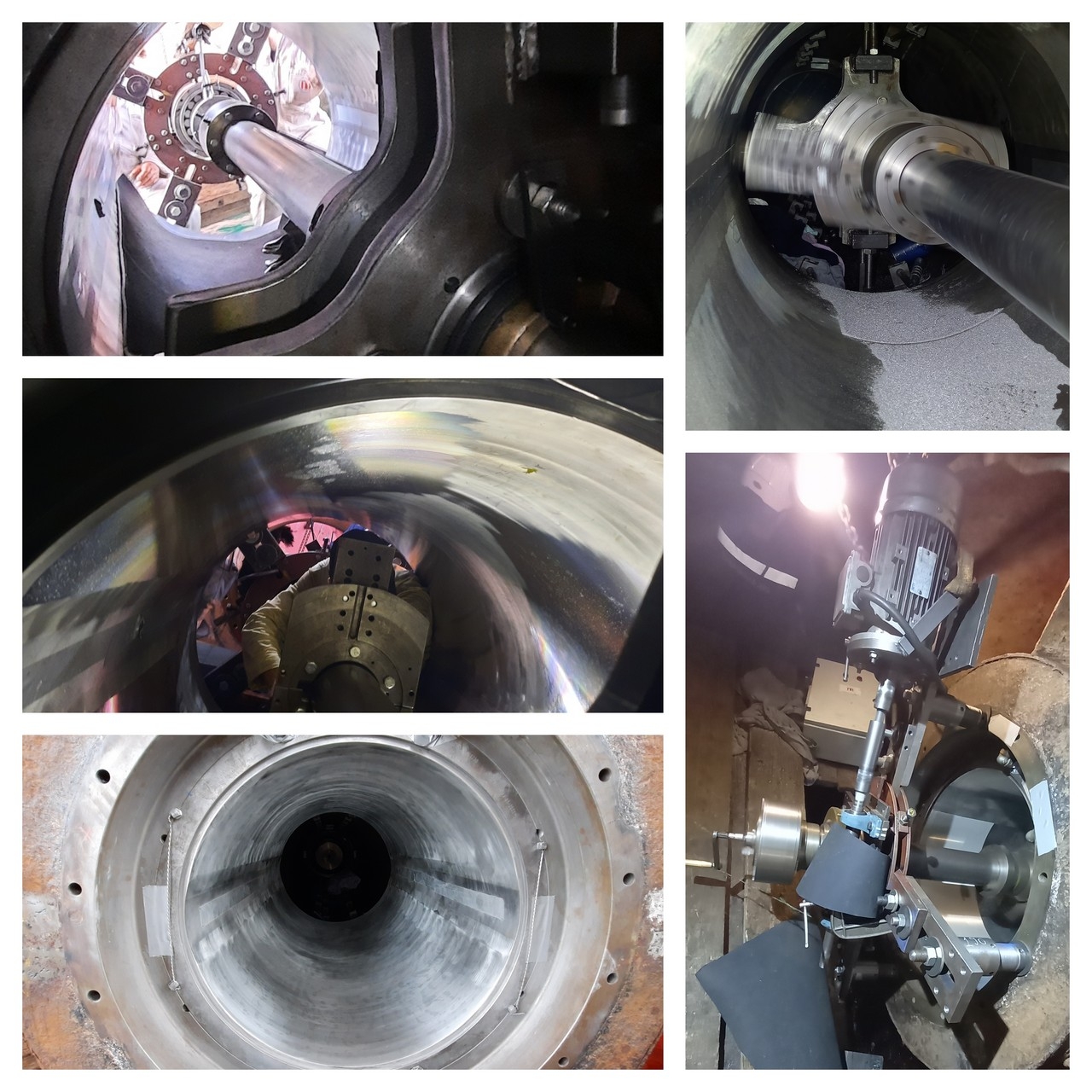
Rectification process followed:
• In- situ perforation of 13 pcs stuck coupling bolts on both Couplers with portable in- situ boring machine, in order to expediate shafting dismantling and avoid damaging the couplers with conventional methods (hydraulic jacks, oxygen cutting torch etc.).
• Inspection of Aft S/T bearing seat after the extraction of the shafts, which consisted of calibration check, line bore laser alignment, temperature & roughness Ra measurements.
• In- situ slope boring of the aft bearing bush after its installation on the S/T seat.
• Tail shaft straightness inspection with laser equipment.
• Final laser sighting after the installation of new aft bush.
• Intermediate bearing alignment, blue contact test, in situ reaming of foundation guide pin holes and jack up.
• Shafting alignment with special equipment.
• In- situ boring of intermediate shaft- crankshaft 12 coupling bores (Ø105 mm.)
• In- situ boring of intermediate shaft- propeller shaft 12 coupling bores (Ø105 mm.)
• Conduction of honing for 0.01 mm accuracy and to establish the least possible surface roughness.
• Calibration checks of 24 bores after machining and honing.
• Final jack load test on Fwd S/T, intermediate bearing & M/E Flywheel.
All the above-mentioned machining procedures were completed successfully owing to:
• The high technical expertise & know- how of our Service Engineers,
• the use of special, custom designed and engineered boring machine & compartments,
• the alignment of our boring bar assembly with the aid of state-of-the-art laser alignment equipment,
• the use special carbide cutting tools,
• the use of technologically advanced measuring tools.
Several fabrications- repairs related to shafting conducted on our workshop facilities:
• Machining of new oversize bush provided by WARTSILA as per conducted calibration check and laser sighting of the S/T Aft seat.
• Fabrication of 24 sets new oversize coupling bolts & nuts for Coupling flanges, as per maker drawings.
• Fore and aft seal box liners skimming & polishing.
• Propeller nut re- threading.